課題:工具への切粉巻付きで、品質改善活動が進まない。

図1.背面工具に巻き付いた切粉
B社は自動車部品の切削加工をしています。材料は炭素鋼S45C材、背面加工付の自動旋盤くし刃型を用いています。
社内の品質改善活動の際、こちらの部門では「不良率1.8%以下」を目標に設定。しかし程なく切削加工の工程でスタックしてしまいました。原因は背面加工用工具へ巻き付く切粉の問題(図1)。切粉は突発的に工具に絡みつくため、そのタイミングを事前に測るのは困難です。切削条件や刃物の選定など、既知の対策を講じてみましたが大きな成果は得られませんでした。切粉の巻き付きが原因の寸法不良が2.43%と多発、品質改善活動にも限界を感じられていました。既存の対策とは別の、切粉に特化した対策が重要。その方法を模索しはじめたときWavy Nozzle に出会われました。
解決方法:クーラントの配管をまとめ、圧力低下を防ぐ
当社エンジニアも加わりさらなる原因調査をすすめるなか、従来のクーラントノズルでは工具毎に固定のパイプノズルを設置していた点に着目がされました。個々の工具へクーラントを噴射し確実にクリーニングするための構造でしたが、実際にはクーラントが分岐するごとにその圧力は低下、切粉のクリーニングに充分な圧力での噴射が出来ていませんでした。(図2-A)
そこでWavy Nozzle を用い、一系統でも刃物工具ごとにクーラントを噴射できる設定をご提案しました(図2-B)。配管を分岐せずに噴射するため、クーラント圧力が下がりません。さらに、揺動噴射をすることは個々の工具に対する切粉除去を確実にし、効率的なクリーニング作業ができるようになりました(図3)。
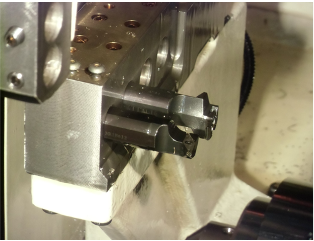
図3.Wavy Nozzle で切粉を一掃
導入効果:不良率は「2.4%」から「0.56%」へ大幅改善。目標達成!
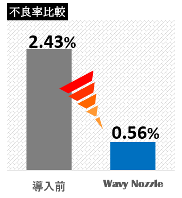
図4.不良率が大幅に低下
背面加工用工具への切粉巻き付きが原因の寸法不良率が2.43%あったところを、Wavy Nozzle 導入による切粉除去クリーニングによって不良率は0.56%まで改善しました(図4)。
目標不良率「1.8%以下」の目標を大幅に達成した結果が社内で話題に。報告を求められ、歩留り改善に至るまでの経緯や詳細データをレポートした結果、改善効果が高く評価されました。すぐ社内での横展開をするようにとの指示がおり、対象機の全てへWavy Nozzle を導入いただきました。この結果、B 社全体の歩留まり改善に大きな寄与をすることができました。
基本情報
使用した製品
Wavy Nozzle
産業分野
自動車部品、産業機器部品の機械加工
解決にかかった時間
数日で効果を実感いただけます。ユーザー様の社内規定にて、まとまった生産の後ご判断いただくことも多く、その場合も3週間から1か月で効果のご報告をいただいています。
生かせる分野・業種
切削機械加工
導入事例 関連ページ
- 切削油をやめ製品の洗浄工程をなくす!エアブロー加工にWavy Nozzle を採用。【ウェイビーノズル】
- Wavy Nozzle 導入で洗浄工程削除・クーラント使用削除【ウェイビーノズル】
- 切削装置の切粉クリーニング方法に改革!24時間の無人稼働が自在な生産計画をもたらしました。【ウェイビーノズル】
関連ページ
ミネベアミツミの技術情報やイベント情報をはじめ、お役立ち情報をお届けします